En el ámbito altamente especializado de la fabricación farmacéutica moderna, la producción de Principios Activos Farmacéuticos (API) y sus intermedios constituye el cimiento crítico que determina la calidad final, seguridad y eficacia de los productos medicinales. Este proceso, que abarca síntesis química compleja, fermentación precisa y extracción minuciosa, exige un entorno de estabilidad y control inquebrantables. En el centro de este entorno controlado se encuentra un parámetro no negociable: la temperatura.
Incluso pequeñas desviaciones de temperatura pueden generar consecuencias significativas, afectando directamente:
➡️ Cinética y Rutas de Reacción: La velocidad y la propia trayectoria de las reacciones químicas están intrínsecamente ligadas a la temperatura. Las fluctuaciones pueden provocar reacciones incompletas, la formación de productos secundarios no deseados o estructuras moleculares alteradas.
➡️ Pureza y selectividad del producto: Una temperatura constante es vital para lograr una alta selectividad, asegurando que se produzca la molécula deseada con mínimas impurezas. Esto es fundamental para cumplir con normas regulatorias estrictas y garantizar la seguridad del paciente.
➡️ Actividad microbiana y rendimiento general: En los procesos biotecnológicos y fermentaciones, la temperatura controla la tasa metabólica de los microorganismos. Un control preciso maximiza la producción del compuesto objetivo, optimizando directamente el rendimiento por lote y la eficiencia de costos.
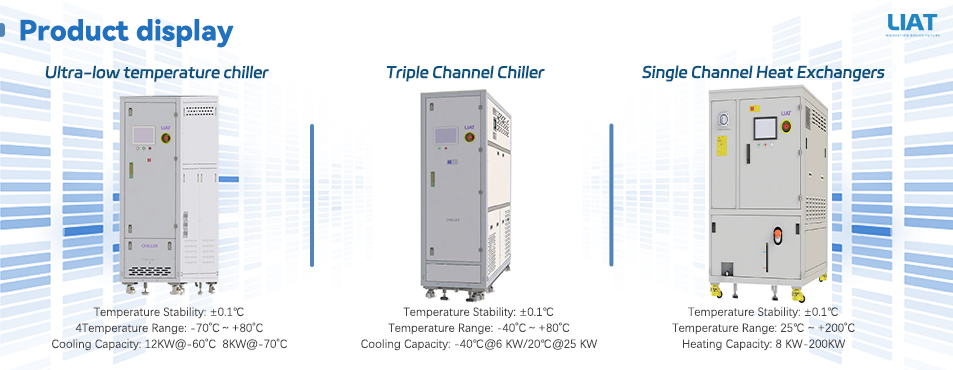
Entendiendo estas dependencias críticas, ofrecemos soluciones líderes en la industria de control de temperatura de alta precisión, diseñadas para la excelencia. Nuestros sistemas integrados de control de temperatura alta y baja, y nuestros avanzados controladores de temperatura de aceite para reactores, están a la vanguardia de esta misión.
Al integrar sofisticados Algoritmos de control de temperatura PID e ingeniería robusta, nuestros sistemas logran y mantienen una estabilidad térmica excepcional de ±0,1 °C . Esta precisión sin igual garantiza que cada etapa de su operación, desde la investigación y desarrollo iniciales y el diseño del proceso hasta la ampliación crítica y la producción a gran escala, funcione de forma consistente dentro del intervalo óptimo y validado del proceso.
Beneficios clave de nuestra tecnología:
Calidad de Producto Mejorada: Resultados reproducibles lote tras lote, con mayor pureza y menos impurezas.
Mayor eficiencia del proceso: Rendimiento máximo y tiempos de reacción optimizados mediante una gestión térmica impecable.
Costos reducidos: Minimización de fallos en lotes, trabajos de corrección y desperdicio de materias primas.
Ampliación acelerada: Transferencia tecnológica fluida desde el laboratorio hasta la producción, reduciendo los riesgos asociados a la sensibilidad térmica durante la ampliación.
Creemos firmemente que los medicamentos excelentes comienzan con materias primas excelentes, y que estas se obtienen bajo condiciones de fabricación excepcionalmente precisas. Permítanos convertirnos en su socio confiable en la producción.
Adopte el estándar de ±0,1 °C. Contáctenos hoy para descubrir cómo nuestras soluciones de control de temperatura de precisión pueden proteger sus procesos API e intermedios, garantizando la calidad desde los cimientos.